
Over the past two decades, the sheet metal and boiler making industry has evolved to become more and more competitive, orders are arriving later and later, lead times are getting shorter, fierce competition is forcing the industry to compete with ingenuity in order to reduce production costs and to be able to offer advantageous prices without impacting quality. Machine tools have also evolved, they have become real jewels of technology, fully automated and offering extraordinary performances, these machines represent important investments for manufacturers but are nevertheless necessary for anyone who wishes to remain competitive.
In this context, any optimisation in terms of productivity is welcome, and there is one problem in this area that can be particularly costly and that all users of laser cutting machines are confronted with, which is the degreasing of parts.
What is part degreasing?
During laser cutting operations, micro-junctions are made that keep the cut parts attached to the sheet metal skeleton. Their main function is to keep the parts flat in order to avoid a collision with the cutting head, which could seriously damage the machine. They also serve to prevent the parts from falling under the cutting table and possibly getting lost or damaged. In an automated machine, the micro-junctions also allow the unloading forks to retrieve the cut sheet in a single block for storage while awaiting de-stripping.
De-bonding is the action of unhooking the cut part from the sheet metal skeleton by breaking the micro-junction. This operation is usually carried out manually by an operator and can be particularly time consuming if many small parts have been cut, especially after a night or weekend of automatic machine operation. This is a dry loss of productivity as it takes at least one person full time, and cannot be done in hidden time due to its length.
How to speed up the process of removing parts?
There are several ways to reduce the time spent on degreasing metal parts. The most effective, but also the most expensive, is to acquire a fully automated laser cutting centre. The latest generation of laser cutting machines offer several automation options, from loading and unloading, to sorting the cut parts by a system designed to collect the parts and place them in different bins according to their shape. This is obviously the most efficient solution and will have a significant impact on your productivity. That said, it is necessary to have large production volumes in order to amortize the high cost of this type of machine, which can exceed one million euros! It is therefore not a wise investment for all companies, which is why several other systems exist.
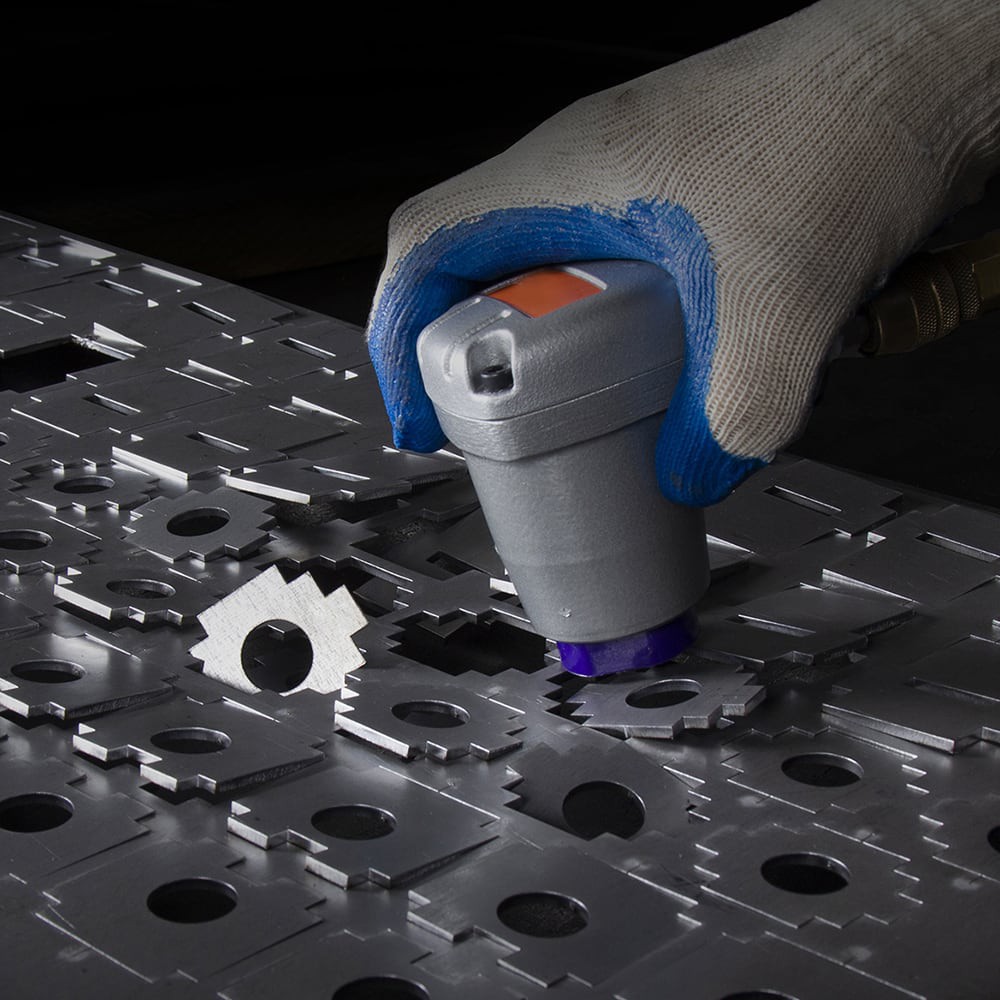
Among them, one solution stands out because it allows to reduce the degreasing time significantly and at a lower cost, it is the Rhino Hammer gun.
The Rhino Hammer is a very simple and economical pneumatic hammer gun that allows you to blow out micro-junctions by simply passing the polyurethane tip over the parts. Thanks to this system and its impressive impact rate of 1,000 strokes per minute, it is possible to reduce the time spent on degreasing by over 60%. Of course, this productivity gain will quickly translate into significant economies of scale as it is much more affordable than other options. In addition, the polyurethane tip ensures that no impact marks are left on the parts. For our team, this is definitely the best value solution on the market to optimise your post-cut handling operations by reducing the time spent on part removal.
We found this solution so interesting that we recently decided to add the Rhino Hammer to our catalogue. We are now able to offer this product to all our customers!
Write a comment